


切割机 (Cutting Machine) -ACM-200A
特长:
1.双座螺牙快速夹具,夹紧对象切割时不晃动 (含不规则对象) 2.精密主轴耐高速运转.噪音低
3.精密平稳水平进刀,切削面精度高 4.欠相过负载保护装置,有效保护主马达
5.循环式四道喷出水流,提供良好冷却效果 6.宽大窗口.明亮照明,适合切割操作时监看
*切断能力:直径30mm(max)/方体(12x60mm) *切断方式:手动型水平进刀/自动型 *切割主轴速度:2800rpm
*夹具夹持:开口70 x 高30,夹具可左右移动10mm *主马达:1HP 三相 *冷却装置:1/8 HP三相
*切割动力:1 HP(三相) *适用砂轮:205x1.2x25.4 mm *冷却水箱:20 gal *机台型式:立地式
*机台尺寸:720x540x1170mm(WxDxH) *电源:AC220V/60Hz(可选择380V/440V) *重量:175 Kg
*标准附件:Y型板手;冷却油(2L);六角板手;L型板手
镶埋机 (Mounting Machine) -MP-32H
特长:
1.强力电热加温迅速,成型时间只需8-12分钟 2.手动采单动式油压帮浦,使油压缸升降顺畅
3.采单筒式塑模成型缸(模壳) 4.最大机械力:250kg/cm2 最大使用压力 :150kg/cm2 成型压力:50-100kg/cm2
5. 0~399℃数字型触控式温度计
规格:
*镶埋尺寸:32mm(直径) *驱动方式:手压式 *镶埋数量:1个/次 *压力系统:250kg/cm2(max)
*温控系统:0~399℃数字式显示 *加热时间:15分 *电热:1200W *机台型式:桌上型
*机台尺寸:370x340x440mm(WxDxH) *冷却系统:水循环冷却 *电源:AC 220V(单相)
*标准附件:树脂(2kg);夹子;漏斗;脱模油(1罐);料匙
抛光机 (Grinding/Polish Machine)- PM2-200SA
特长:
1.FRP机身,美观耐锈蚀 2.研磨盘转动时平衡稳定,研磨面平坦不倾斜 3.替换式PVC研磨盘,更焕快速容易
4.双盘及双替换式设计,粗磨.精磨到抛光快速完成 5.双滴水管设计,可防止研磨残渣阻塞
规格:
*研磨盘数:PVC双盘可更换 *研磨盘径:203 mm *研磨速度:250~500rpm *主马达:300W DC Motor
*电源:AC 110V/60Hz/单相 *冷却装置:2 支 *机台型式:桌上型 *机台尺寸:700x590x320mm(WxDxH)
*标准附件:氧化铝粉(100g);研磨布(2pcs) *水砂纸(3pcs);滴水瓶(2pcs)
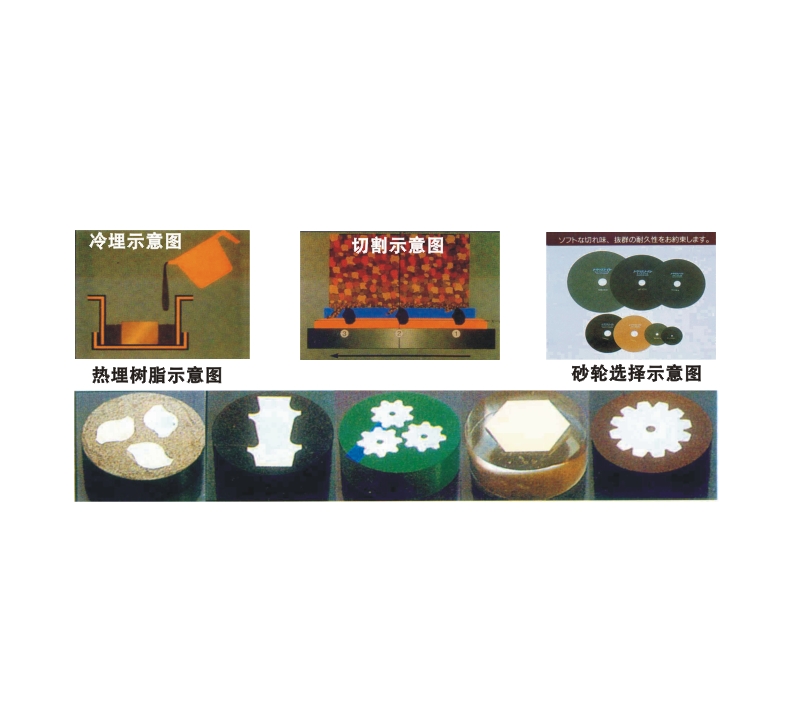
金相前处理概念、流程
一 . 基本金相制作流程
1.切割(Cutting) : 用以截取平整,具代表性之样品切下之样品表面越平、变形越小,则后续之研磨、抛光时间越短,使用之耗材也越少。
2.镶埋(Mounting) : 将样品埋在树脂中使得后续处理方便,并提高制备结果;分为冷埋、真空、热埋三种
*冷 埋(Cold Mounting) : 将sample放入模具之内,再将树脂及硬化剂之混合物倒入模具,在常温、常压下硬化为经济、方便之埋模方式。
*真空镶埋(Vaccum Impregnation) : 专门用于镶埋多孔性样品(Porous Sample)之镶埋方式;在真空状态之下冷镶埋,使得树脂易于渗入
孔隙(porosity)增强样品之结构,避免制备过程中研磨粒(adrasive)填入样品造成误判。
*热埋(Hot Mounting):用热埋机,在高温、高压状态下完全热埋动作,速度快、效果佳,但需投资热埋机且不适用于热敏感之样品。
3.研磨(Grinding) : 已固定在基材上之尖锐研磨粒(sharp adrasive) 从样品之表面磨掉,许多微小之碎片,但也同时造成变形(Deformation)
研磨粒越大,研磨率(Removal Rate)越高,最常使用之研磨材料为硅纸(Si-Paper),分为粗磨(Plan Grinding)及
细磨(Fine Grinding)。
4.抛光(Polishing) : 在软性之抛光布上洒上颗粒细小之钻石液或氧化铝悬浮液,用以去除研磨步骤中所造成之变形(Deformation)及
刮痕(Scratches)取得无刮痕之反射镜面,并得以在显微镜下观察样品之金相组织。
二 . 真正结构(True Structure)之要件
1. No deformation : 没有变形层 2.No scratches : 没有刮痕 3 . No pull- out : 没有坑洞 4.No introduction of foreign
5 . No smearing : 没有模糊化 6.element:没有外力介入 7 . NO thermal damage : 没有热破坏: 没有凹凸或边缘化
8.No relief or round edges
三 . 影响结果之变量(Preparation parameters)
1 . Surface盘面材质:砂纸钻石盘或抛光布 2.Abrasve研磨粒:硬度种类使用量 3 . Grit/Grain:研磨颗粒之大小
4.Lubricant润滑剂:用以冷却及润滑 5 . Rotationl Speed:转速 6.Force:施加于样品上之力量 7 . Time:时间长短